
余光焊材铜焊条 铜焊条生产厂家
发布时间: 2025-04-29
关于铜焊条(铜基焊材)的余光(钎焊或熔焊)应用,以下是关键信息总结:
1. 铜焊条类型及用途
纯铜焊条(如T2):导电性好,用于电气元件的钎焊。
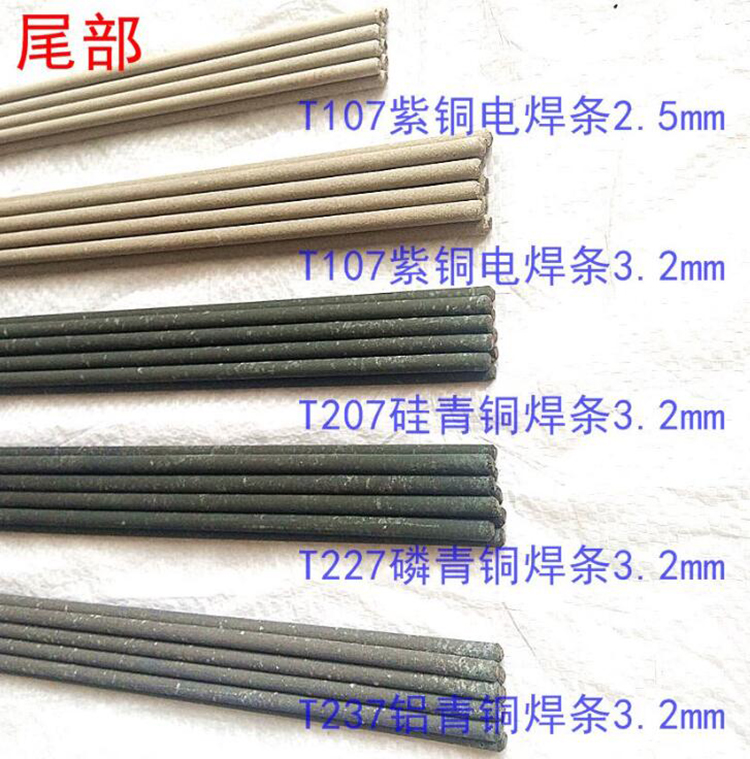
青铜焊条(如硅青铜、铝青铜):强度高、耐腐蚀,适用于铜合金、钢与铜的异种金属连接。
磷铜焊条(含6% 8%磷):自钎性,无需助焊剂,常用于空调管道、制冷设备。
白铜焊条(镍铜合金):耐海水腐蚀,用于船舶、化工设备。

2. 焊接方法选择
钎焊(常见):
温度:低于母材熔点(600~900℃)。
助焊剂:硼砂或专用钎剂(磷铜焊条除外)。
应用:精密部件、薄材。
熔焊(如TIG/MIG):
保护气体:氩气(防氧化)。
预热:厚铜件需预热(200~300℃)防裂纹。
3. 操作要点
表面处理:彻底清洁油污、氧化物(钢丝刷或酸洗)。
电流控制:熔焊时宜用直流反接(DCEP),小电流避免烧穿。
焊后处理:清除残渣(尤其酸性助焊剂),必要时退火消除应力。
4. 常见问题及解决
气孔:母材潮湿或保护不足→烘干焊材、加强气体保护。
裂纹:热应力过大→预热/缓冷,选用匹配焊材。
虚焊:温度不足或清洁不彻底→调整参数,重新清理。

5. 应用场景
电气行业:母线、线圈焊接(纯铜)。
管道工程:制冷铜管(磷铜钎料)。
机械维修:耐磨件补焊(铝青铜)。
注意事项
通风:焊接铜合金时可能产生有害烟雾(如锌氧化物)。
兼容性:异种金属焊接需确认热膨胀系数差异。
如需更具体的参数(如电流、预热温度),请提供母材类型和焊接工艺细节。
其他新闻
- L109纯铝焊条注意事项 2025-04-29
- 4系高硅铸造铝合金焊丝厂家 铝焊丝 铝丝 铝合金焊材 2025-04-29
- R406Fe耐热钢焊条 E9018-B3热强钢焊条 珠光体耐热钢焊条 2025-04-29
- HF-800K耐高温耐磨焊丝 D856-15耐磨焊丝 螺旋推进器堆焊焊丝 2025-04-29
- A307不锈钢焊条 E309-15不锈钢焊条 Cr23Ni13不锈钢焊条 2025-04-29
- YD256高锰钢耐磨焊丝 气体保护堆焊焊丝 YD256Q)耐冲击药芯耐磨焊丝 2025-04-29
- HL205银磷铜焊条 BCuP-3低银焊丝 BCu88PAg银焊片 5%银焊带 2025-04-29
- 耐磨焊条 高速钢堆焊焊条 D307模具堆焊焊条 刀具刃口耐磨焊条 2025-04-29
- 铜管焊接用银焊环高频焊接用银焊圈 2025-04-27
- 银焊圈-银焊环 2025-04-27
- 铝焊丝型号选择指南 余光焊材满足你的所有焊接需求 2025-04-25
- 银焊条、银焊丝、银焊片、银焊环、银扁丝 厂家 2025-04-24
- 5754铝焊丝 高强度5754铝合金焊丝 氩弧焊丝 2025-04-24
- 破碎机锤头专用堆焊耐磨电焊条 2025-04-24
- 铸造碳化钨焊条 管状碳化钨气焊条厂家 2025-04-24
