
T107纯铜T207硅青铜T237铝青铜焊条






以下是关于T107、T207、T237焊条的详细说明,包括特性、用途及焊接要点:
1. T107纯铜焊条
成分:纯铜(Cu≥99%),可能含少量脱氧元素(如磷)。
特性:
导电性、导热性,耐大气腐蚀。
熔点约1083℃,焊接时需高温预热(400 600℃)。
流动性好,需快速施焊。
用途:
焊接纯铜(紫铜)构件,如电气导线、热交换器、管道。
不适用于高应力或高温场合(易热裂)。
焊接要点:
预热:厚件必须预热(防未熔合)。
电源:直流反接(DCEP)或交流,短弧操作。
焊后处理:锤击焊缝减少应力,必要时退火。
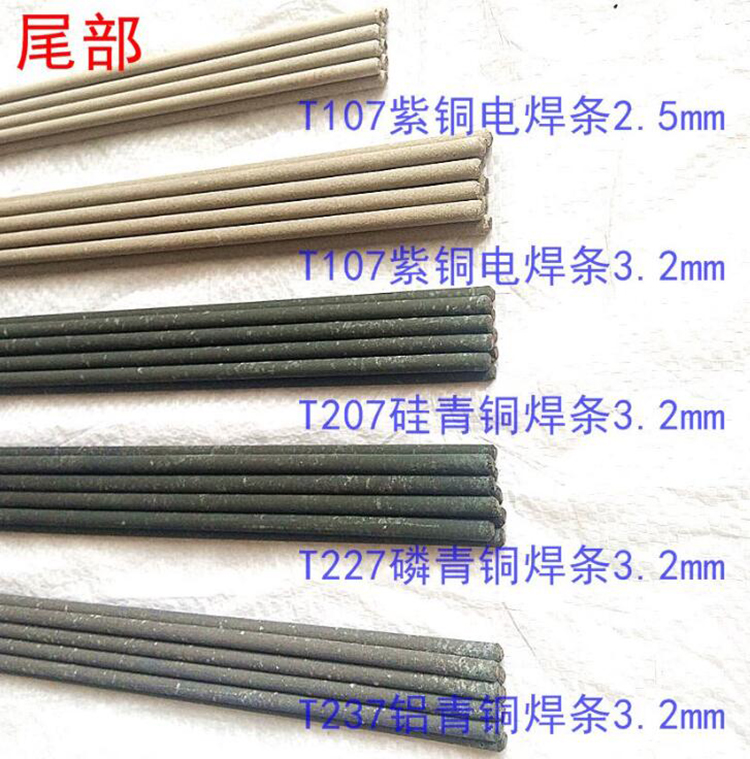
2. T207硅青铜焊条
成分:Cu Si合金(硅约3%,可能含锰、锡)。
特性:
强度高于纯铜,耐蚀性、耐磨性良好。
熔点约910 1025℃,流动性适中。
抗热裂性优于纯铜。
用途:
焊接硅青铜(如C65500)、黄铜、铜 钢异种金属。
船舶配件、泵阀、耐腐蚀结构。
焊接要点:
预热:中厚件建议150 300℃。
电流:直流反接,中等线能量。
注意:控制层间温度,避免硅氧化(需焊剂保护)。

3. T237铝青铜焊条
成分:Cu Al合金(铝9 12%,可能含铁、镍)。
特性:
高强度、耐磨、耐蚀(尤其耐海水、酸)。
熔点约1030 1050℃,易形成氧化铝膜(需清理)。
用途:
焊接铝青铜(如C61400)、铜 铝异种金属。
船舶螺旋桨、化工设备、高应力部件。
焊接要点:
预热:厚件需200 400℃预热。
清理:严格去除工件及焊条表面氧化铝。
工艺:短弧、窄焊道,避免摆动。
通用注意事项:
保护气体:TIG/MIG焊时,推荐氩气保护。
焊剂:气焊或手工电弧焊需配合专用焊剂(如硼砂基)。
裂纹预防:控制热输入,避免硫、铅污染(易引发热脆)。
选型建议:
导电件:优先T107。
耐蚀结构:T207或T237(按母材匹配)。
高强耐磨:必选T237。
如需更具体的工艺参数(如电流、坡口设计),请提供母材厚度及焊接方法(如SMAW、TIG)。

